

Sheet metal automation
You are located at:首页ProductSheet metal automation
Joint of metal sheet
High-speed FMS for metal sheet
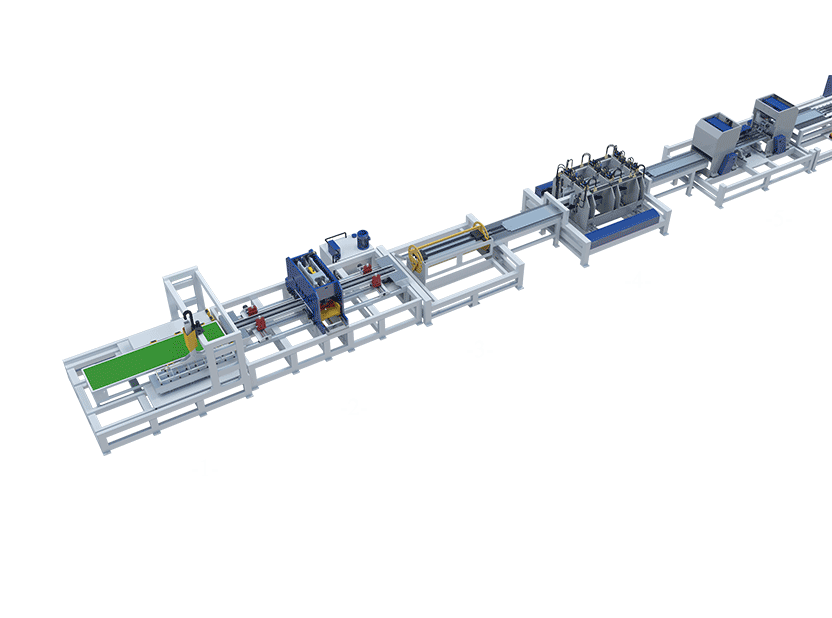
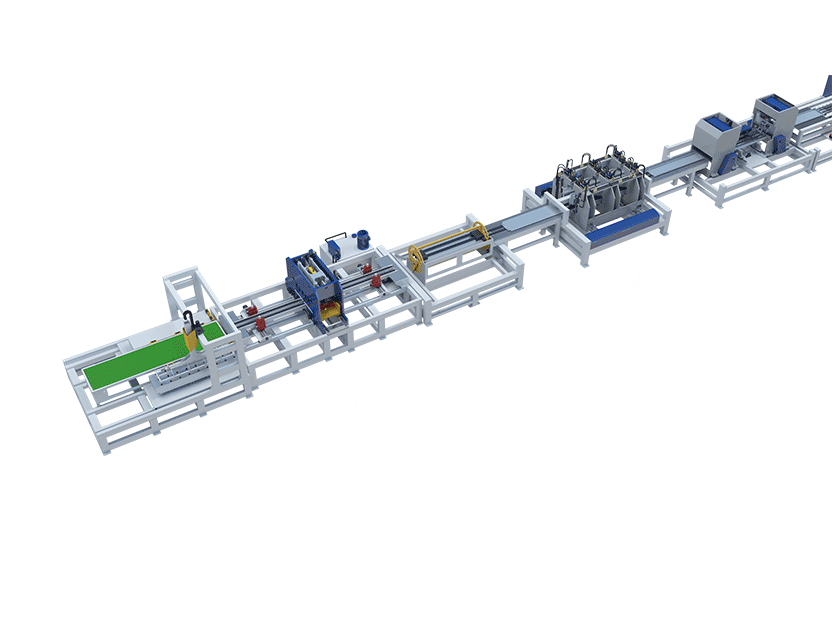
X-ALL IN flexible production line is an automatic sheet metal assembly line integrating steel plate feeding, punching and bending. This product line is a high-tech product of revolutionary breakthrough significance by virtue of concise structure, high efficiency, strong universality and high practical value.
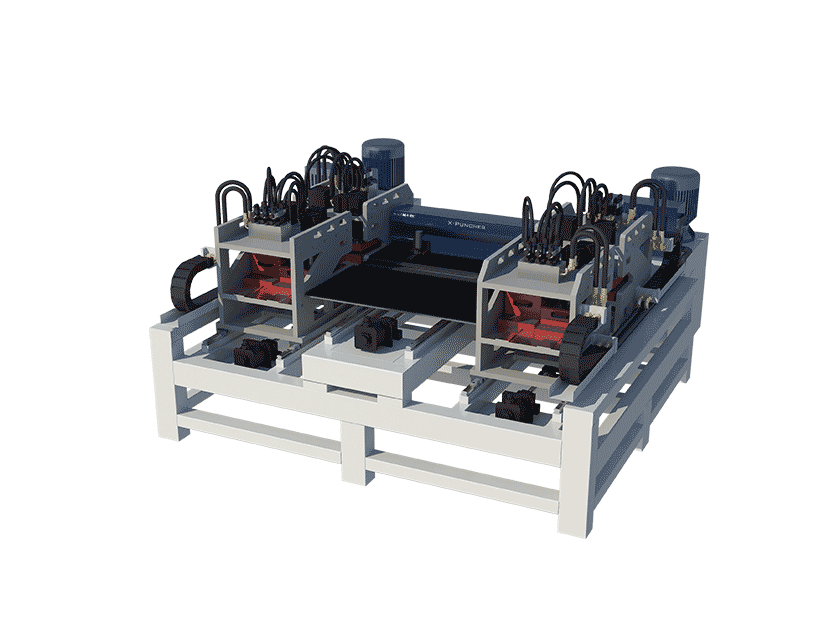
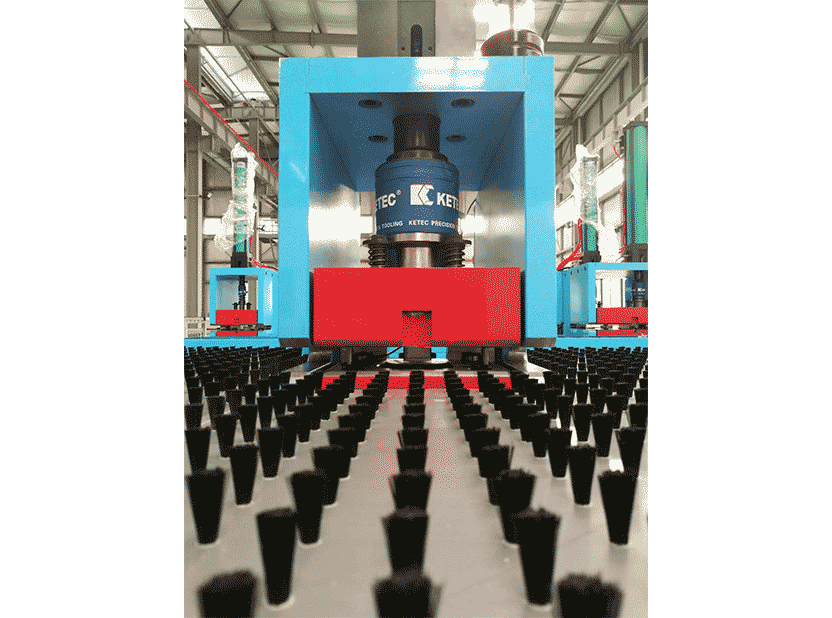
Punching technology for production line ——X-PUNCH workstation
X-PUNCH workstation is a flexible punching module in pass-type way. This module is not only suitable for punching requirements of most products but also has a punching efficiency which is far higher than that of CNC turret punching. With compact structure, it is especially suitable for sheet metal assembly lines.
Superspeed punching-- X-PUNCH Pro workstation
X-PUNCH Pro is a punching module customized according to product features, so it is not restricted to a concrete structure, but instead, it is a generic term of customized superspeed punching modules.
X-PUNCH Pro will unavoidably sacrifice product flexibility while laying the emphasis on efficiency, so it can’t adapt to all product requirements. Nevertheless, in terms of products of the same kind with similar structures, X-PUNCH Pro is still applicable to production requirements of products of all specifications, so it has incomparable flexibility, which is its enormous advantage.

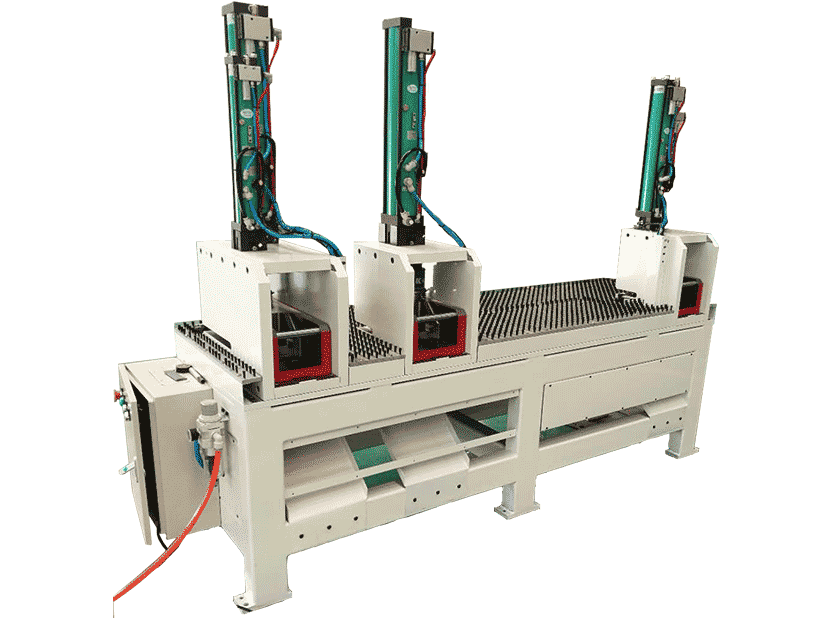
simple punching solution ——X-PUNCH Min workstation
Some products have quite simple hole positions with minor changes. Under this circumstance, X-PUNCH structure can be correspondingly simplified to lower equipment input cost. X-PUNCH Min is generated to satisfy such a demand. X-PUNCH Min is a product customized according to specific products and a generic term of simple punching workstations but not refer to a single structure. This module usually has manual and automatic patterns for selection.
Bend technology for production line ——X-FOLD A workstation
X-FOLD A workstation is a flexible bending module in a pass-type way. This module can not only meet bending requirements of most products but also has bending efficiency far higher than bending machine + robot.
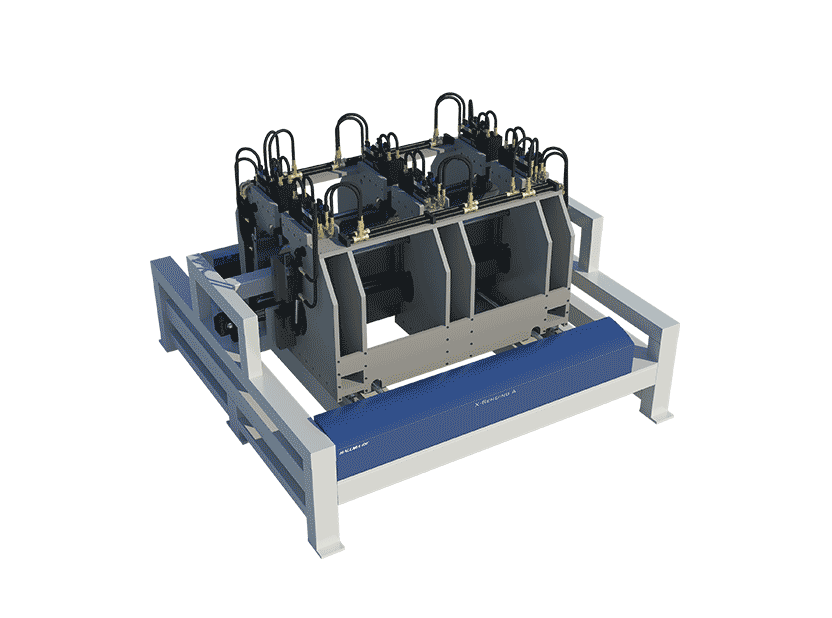
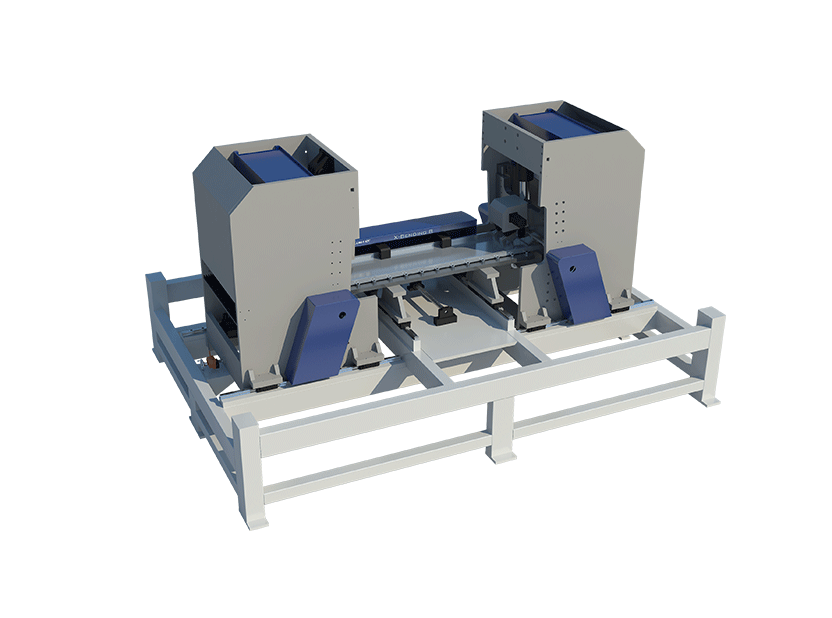
Four-edge bending solution ——X-FOLD B workstation
X-FOLD A can perfectly solve opposite-edge FOLDing of the workpiece. However, to complete four-edge bending, bending can be carried out only by rotating the workpiece, which will affect fluency of the production line, and X-FOLD B perfectly solves this difficulty.
X-FOLD B workstation is similar to X-FOLD A in principle and performance. The user can select the configuration according to product requirements.
Spot welding connection
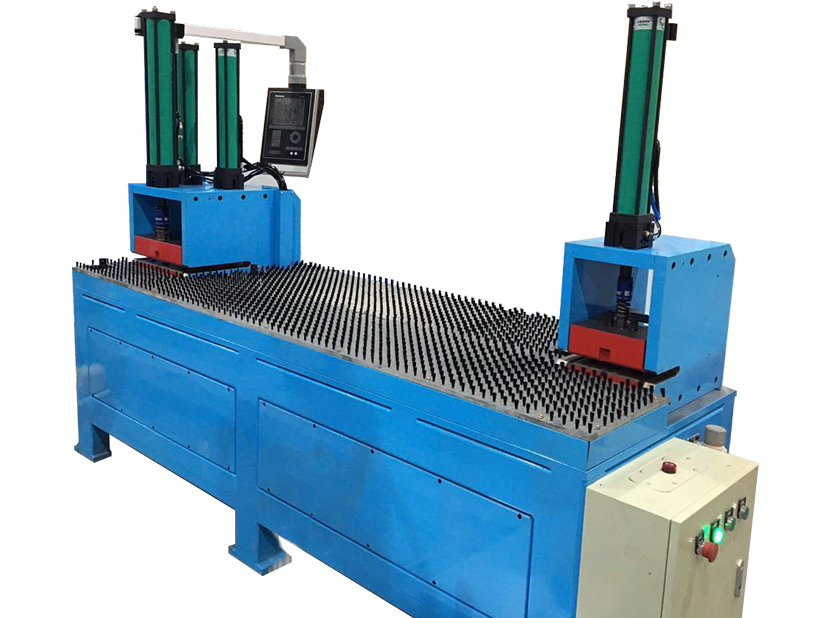
The figure shows a spot-welding template for an elevator door panel designed for Hallmark. It can rapidly weld upper and lower door seals and reinforcing ribs of the workpiece simultaneously so as to satisfy product requirements for production takt.
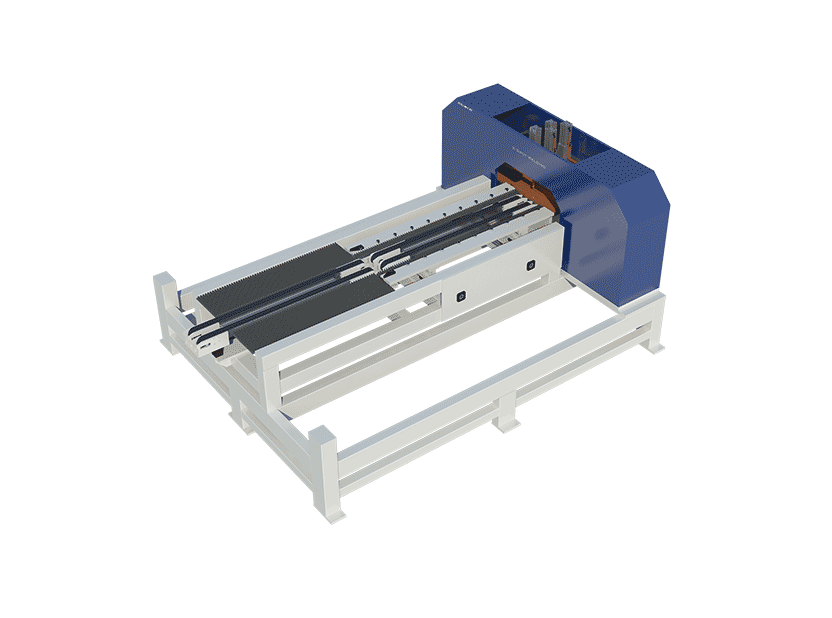
Compact structure
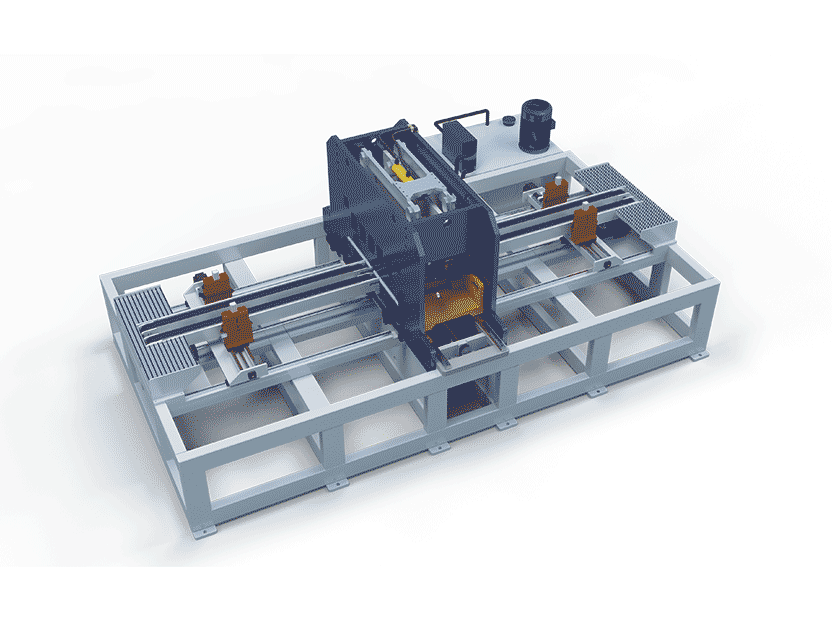
X-PUNCH workstation consists of precise rack, punching device, conveying system, power unit and control system with small occupation of land and compact structure.

Example 1
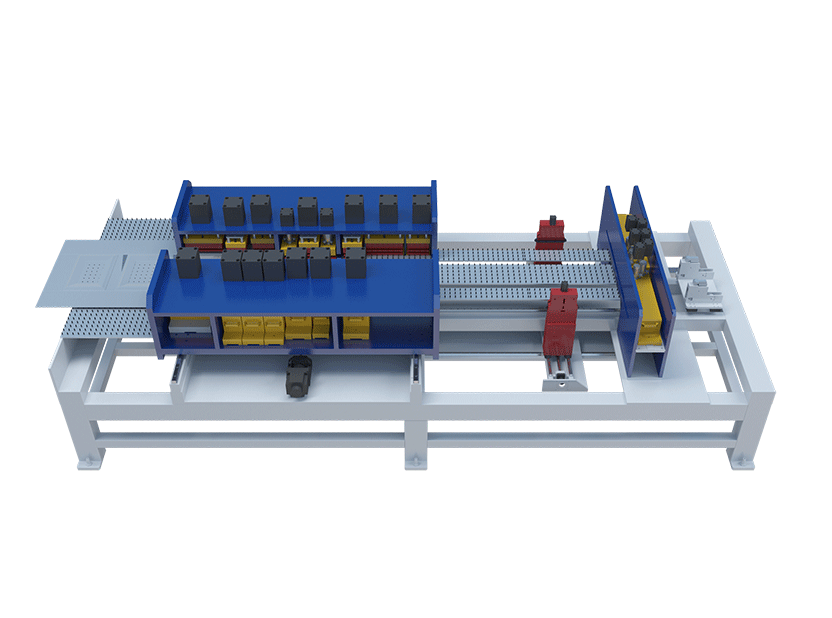
The figure shows hole position graph of left and right door panels of an elevator door in an elevator plant; it’s required that left and right door panels should be completed on the same X-PUNCH Pro high-speed punching workstation at left and right sides respectively; the punching work must adapt to width and height changes (all hole spacings will experience corresponding changes): it should adapt to change of door opening direction (center opening door, left opening door, right opening door, etc., each product has similar overall structure, but hole position details will be changed correspondingly); it should adapt to possible design changes of products in the foreseeable future (on a certain precondition); production takt should be within 10s. X-PUNCH Pro has successfully completed all tasks.
Example
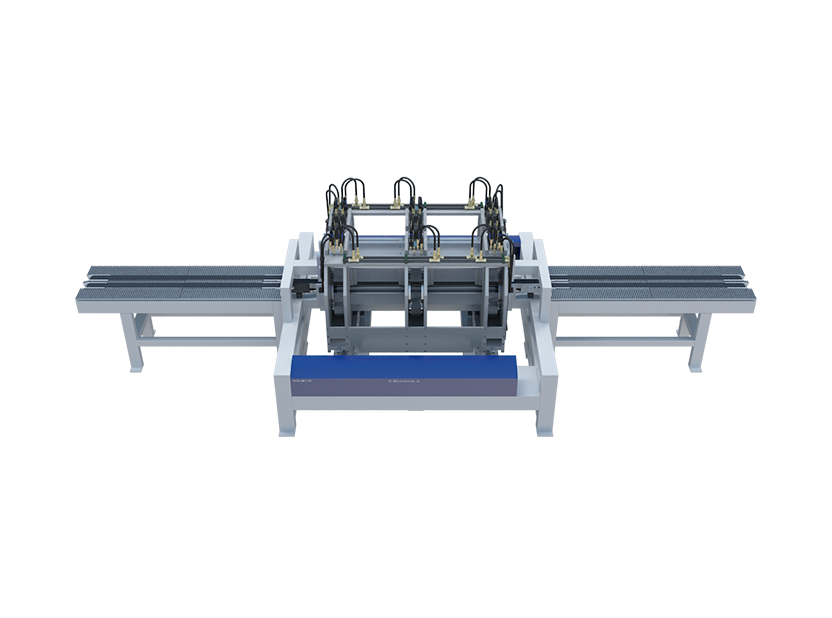
The figure shows a punching workstation for two elevator door panel models, its structure has been obviously simplified relative to X-PUNCH and its manufacturing cost is reduced by a large margin. It is applicable to punching requirements of products with minor changes and few hole positions.

Compact structure
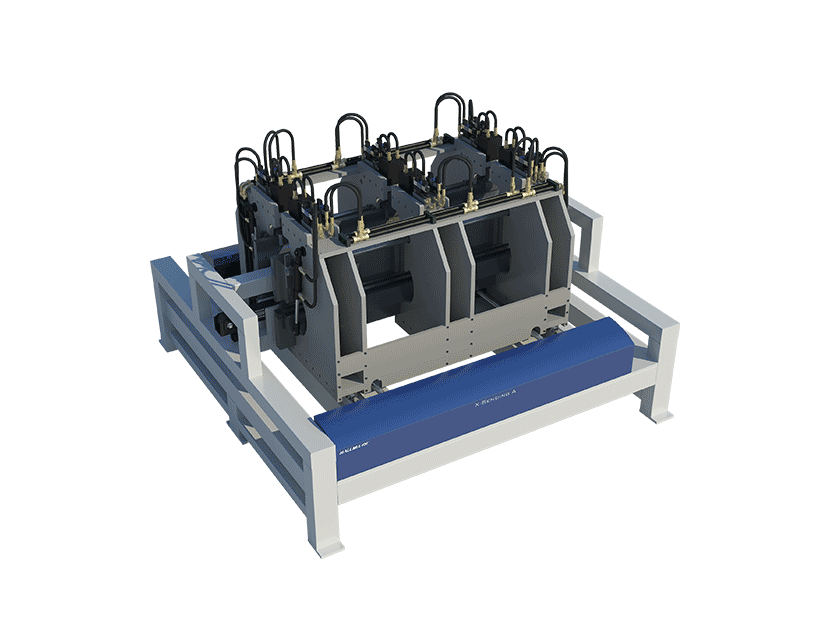
As shown in the figure, X-FOLD A workstation consists of precise heavy rack, two edge folding machines, conveying system and control system with small occupation of land and compact structure.
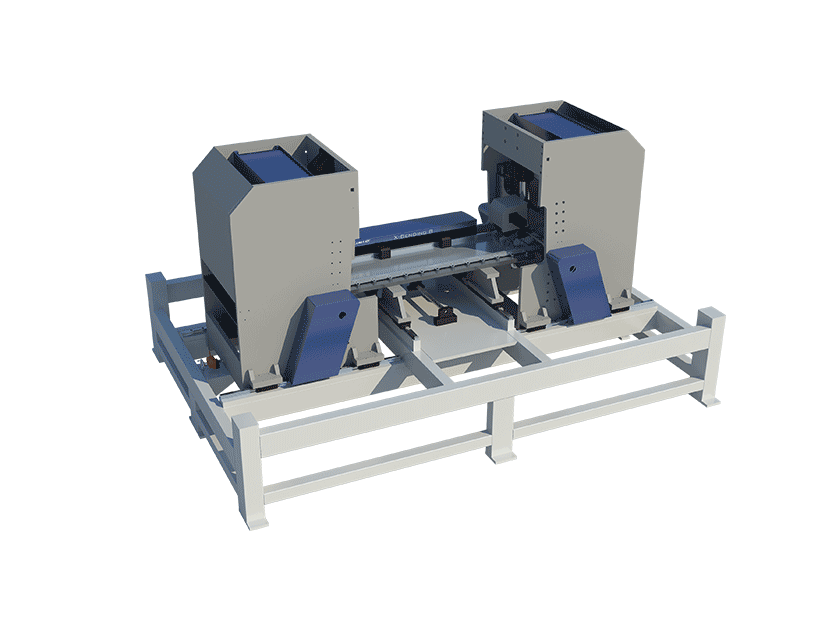
X-FOLD B workstation
As shown in the figure, X-FOLD A workstation consists of precise heavy rack, two edge folding machines, conveying system and control system with small occupation of land and compact structure.
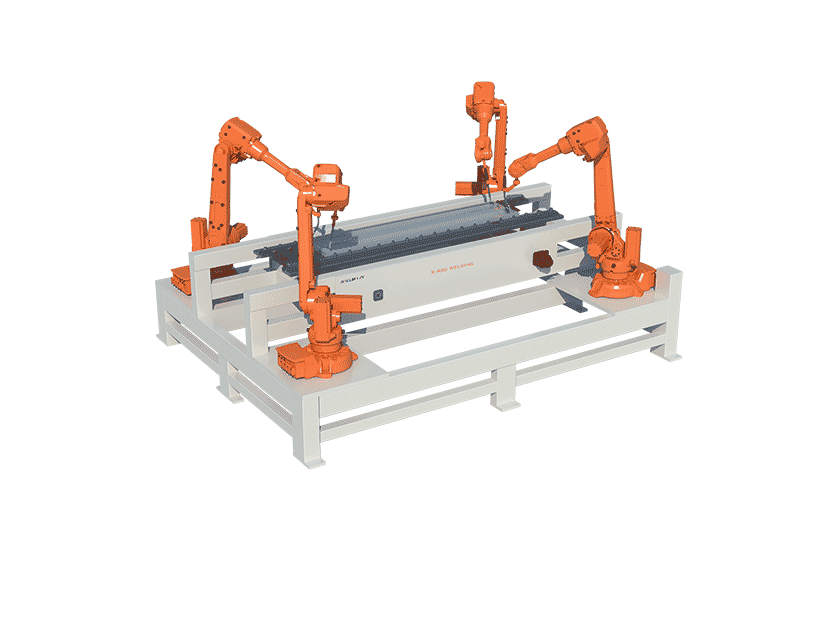
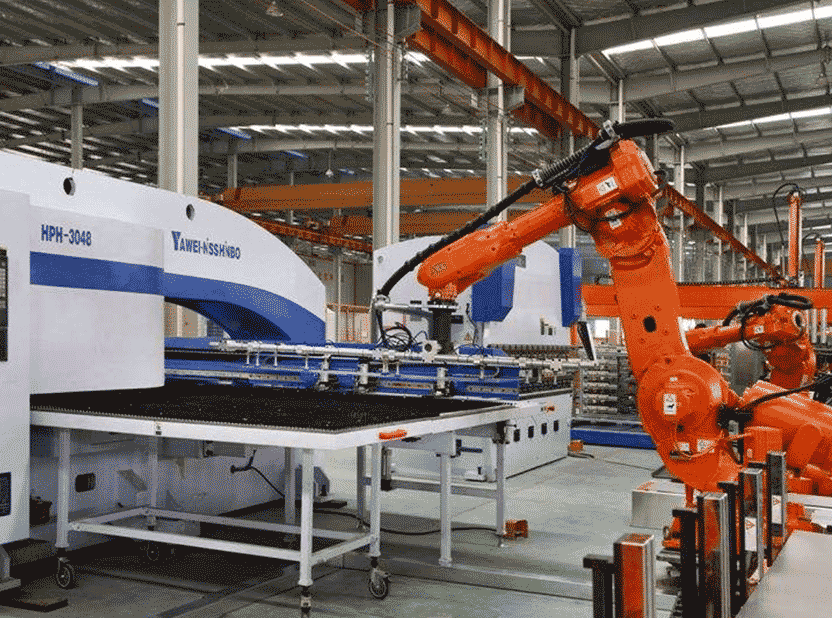
Arc welding connection
Arc welding usually combines a robot to realize automation. Welding robot can realize 24h production and improve production efficiency; meanwhile, it can stabilize and improve welding quality and guarantee its homogeneity; improve labor conditions and can operate under hostile environment for a long term; it can realize automatic welding of batch products.
Pass-type punching
After materials are fed in the above working procedure, they directly enter X-PUNCH workstation through the conveying system. X-PUNCH conducts punching when passing, and directly enters the next working procedure after punching is completed. This pass-type punching mode perfectly fits in with assembly lines.



Example 2
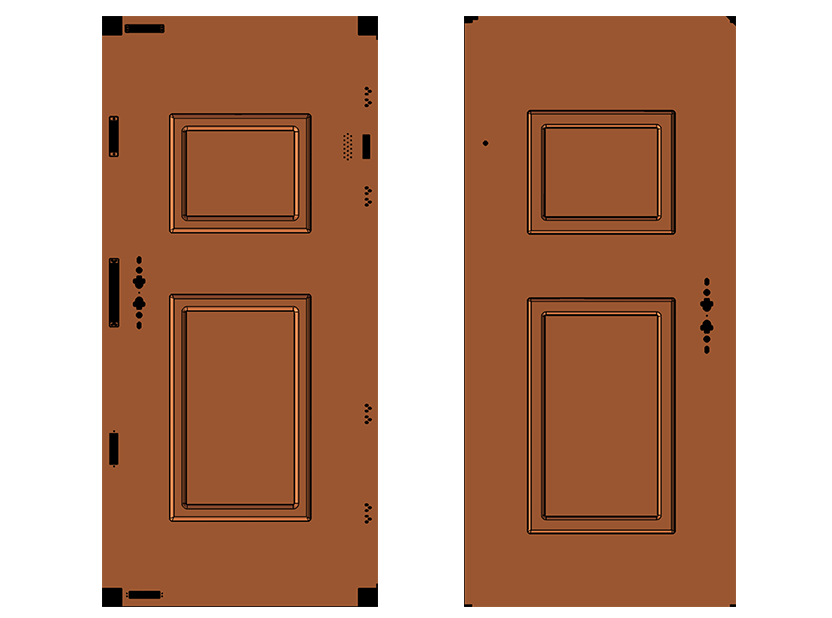
The figure shows hole position graph of front and back door panels from a security door manufacturer. It’s required that punching requirements for both front and back door panels should be simultaneously satisfied (hole position difference between front and back door panels is enormous); left opening door and right opening door should be simultaneously satisfied (all hole positions will present specular changes); follow-up possible design changes should be met (on a certain precondition); interactive production between front and back door panels is required; production takt shall not be longer than 20s, all of which have been successfully realized by X-PUNCH Pro.
Pass-type bending
After materials are fed from the last working procedure, they directly enter X-FOLD A workstation for bending through the conveying system, and then we can directly enter the next working procedure. This pass-type punching mode perfectly fits in with assembly lines.


Automatic adjustment of cutting dies
When X-FOLD B is used for four-edge bending, demoulding problem exists at corners. X-FOLD B uses automatic cutting die replacement design, which can not only realize smooth demoulding after bending but also can automatically adjust width of cutting die and bring greater convenience to production.



Flexible punching
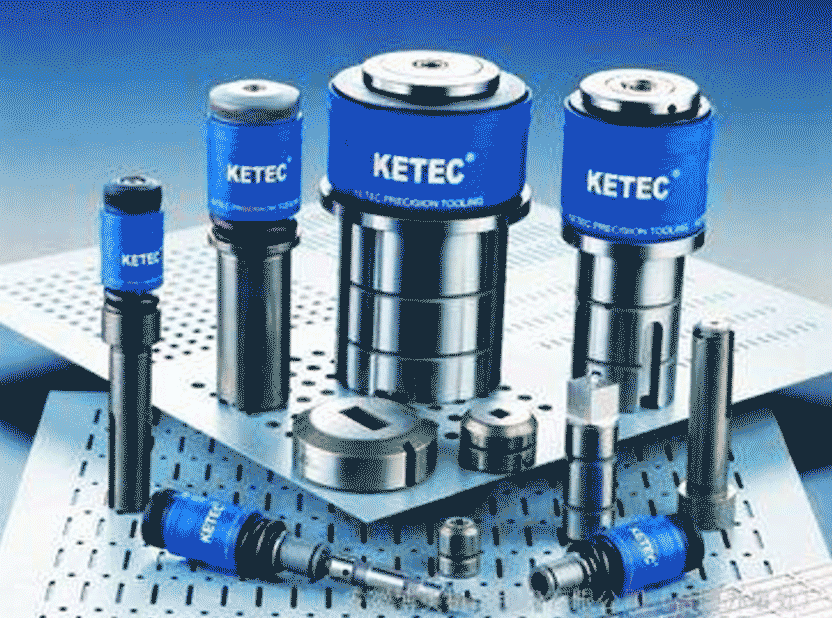
Most dies of X-PUNCH are standard turret punching dies, installation, dismantling, repair and maintenance of which are very similar to turret punching, so it’s very easy to master them. Product punching of different designs can be completed by replacing different dies and dies, so punching is of great flexibility.
Die distribution

High-efficiency bending
X-FOLD A is set with two edge folding machines which are placed at opposite sides. When the product is operating, two edge folding machines can move leftward and rightward as driven by the servo motor; two edge folding machines are responsible for bending of one edge of the workpiece respectively, thus saving rotating procedure of the workpiece; two edge folding machines can simultaneously operate so that working efficiency is further improved. Relative to the traditional bending machine + robot pattern, bending efficiency of X-FOLD A can be elevated by several times and even dozens of times.

Pass-type bending
After materials are fed from the last working procedure, they directly enter X-FOLD B workstation (consisting of two edge folding machines, it passes in and out of the abdominal part of the edge folding machine, and this is different from module A) through the conveying system for bending. We can enter the next working procedure after bending is completed. This pass-type punching mode perfectly fits in with assembly lines.



Rivet-free connection
Rivet-free connection uses plate press-connection machine and dedicated connection die to form an inlaid dot with certain tensile strength and shear strength and without stress concentration through a transient high-pressure machining process. Rivet-free connection is advantageous because it can connect two-layer or multi-layer plates of different textures and different thicknesses, and original cladding layer and paint layer on the plate surface at the connection point will not be damaged.

High-efficiency punching
X-PUNCH is set with two small punching machines which can move leftward and rightward. When the product is working, the workpiece is punched while passing without any surplus journey; two small punching machines operate simultaneously so that efficiency is further improved.

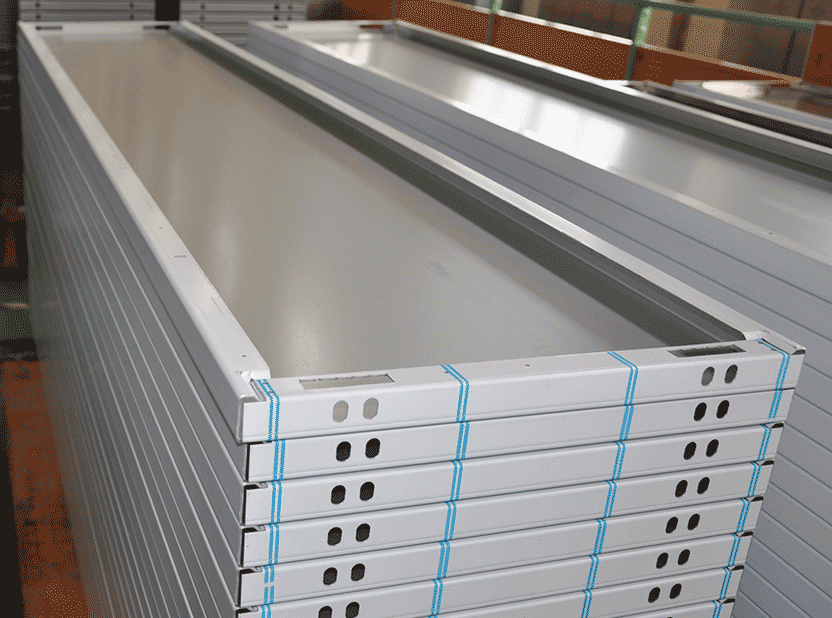
Traceless bending
After bending, the traditional bending machine will leave bending traces at two sides of the bending angle, but X-FOLD (including X-FOLD A and X-FOLD B) will not leave any trace. For materials free of surface treatment such as stainless steel, film faced plywood and pre-painted steel sheet, etc. Traceless bending is especially of great significance.


Cooperative use of X-FOLD A and X-FOLD B
For products bent by X-FOLD B workstation, bending width is generally not greater than 1,200mm (non-standard customization should be carried out for products greater than 1,200mm). Under most circumstances, it is used cooperatively with X-FOLD A. Assembly line fabrication for four-edge bending workpiece as shown in the figure is completed.

Adhesive bonding
Triaxial dispensing system of Hallmark is a mature adhesive bonding technology. Adhesive bonding is continuous interfacial connection, which can reduce stress concentration, guarantee strength of the adhered object and length fatigue life of the structural member. Adhesive bonding is very applicable to connection of materials of different textures and thicknesses especially ultrathin materials and complicated structural members.

Comparison with robot + bending machine
Robot + bending machine is the only bending solution in the present sheet metal automation. This process has defects of low working efficiency, large occupation of land, traces at the product bending part, etc.
X-FOLD rightly compensates for all of the above mentioned defects: small occupation of land, compact structure, pass-type bending, high efficiency, flexibility, no trace, etc., thus perfectly satisfying all kinds of requirements of sheet metal assembly lines.

Differences from traditional punching modes
Robot + turret punching and ordinary punching machine are two popular punching modes in the current sheet metal assembly line. The former has low efficiency and large occupation of land; under the latter mode, a die can be used to punch only one product with poor flexibility, so neither of them are ideal solutions. Flexibility of X-PUNCH workstation far transcends ordinary punching machine, its efficiency is several times or dozens of times of that of turret punching, and moreover, it can realize pass-type punching so as to perfectly satisfy demand for the assembly line, so it is a perfect solution.

X-ALL IN flexible production line
1、X-LOAD feeding module ;2、X-PUNCH punching module ;3、X-TURN turning module;4、X-FOLD A bending module ;5、X-FOLD B bending module (optional)
Application case of X-ALL IN


